シルクスクリーンで写真を刷ろう!②【フルカラープリント編】
ひとつ前の記事では、写真をシルクスクリーンプリントするための
【データの作り方】や【網点】について解説しました。(記事はこちら)
実は、少し難易度が上がりますが、1色印刷だけではなくフルカラーでプリントすることもできます。
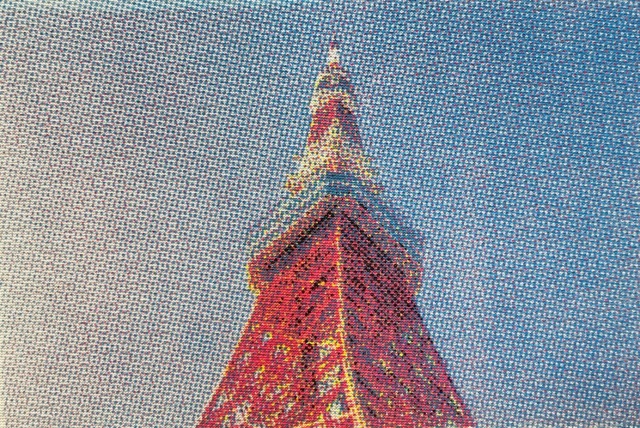
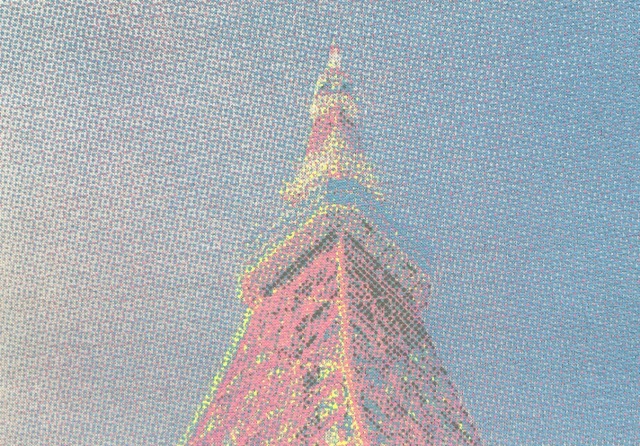
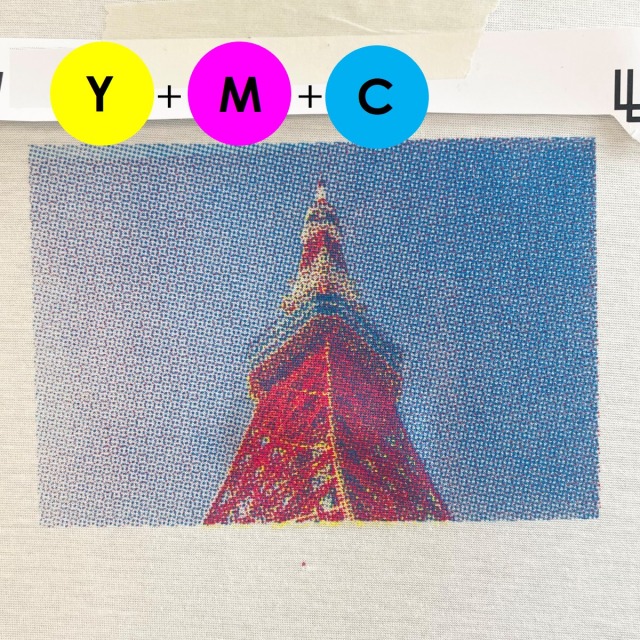
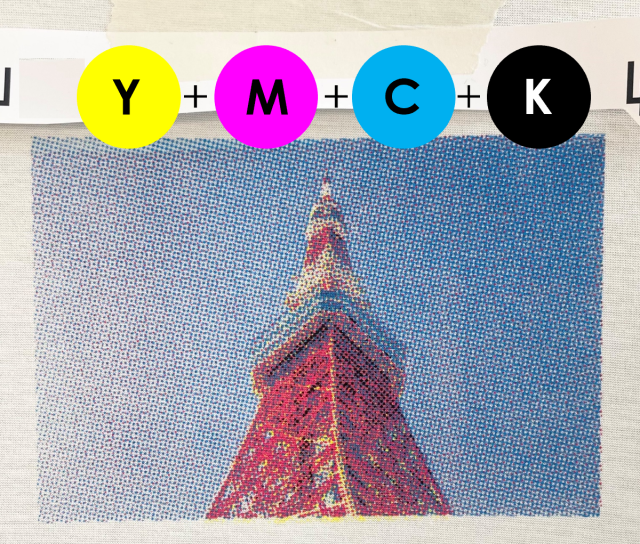
こちらは実際にフルカラーで刷ったもの。
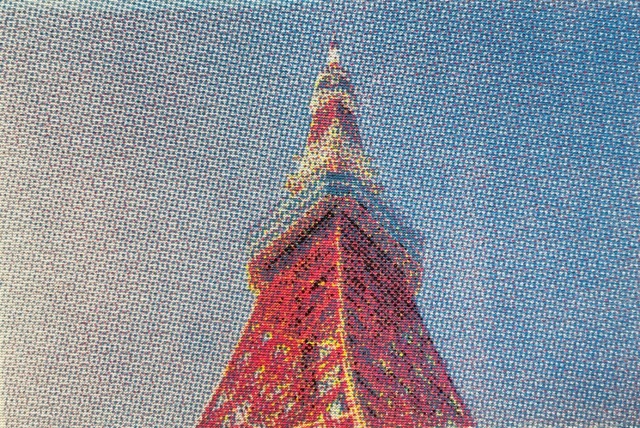
シルクスクリーンで写真をフルカラープリントするには、
写真データを【4色分解】&【網点処理】をして版を作り、4つの版を重ね刷りしていきます。
1色印刷よりも工程が多いですがインクが重なっていく工程はワクワクしますよ!
ということで今回は、写真をフルカラープリントする方法についてご紹介していきます!
◎目次
① 4色分解とは?
② データの作成
1.Photoshopで写真を開く
2.CMYKに変換
3.サイズと解像度を設定
4.チャンネルを分割
5.モノクロ2階調→網点設定
└「角度」が大事!
6.トンボを付ける
③ プリント
└ インク選び
└ 刷り順
└ 位置合わせのコツ
④ まとめ
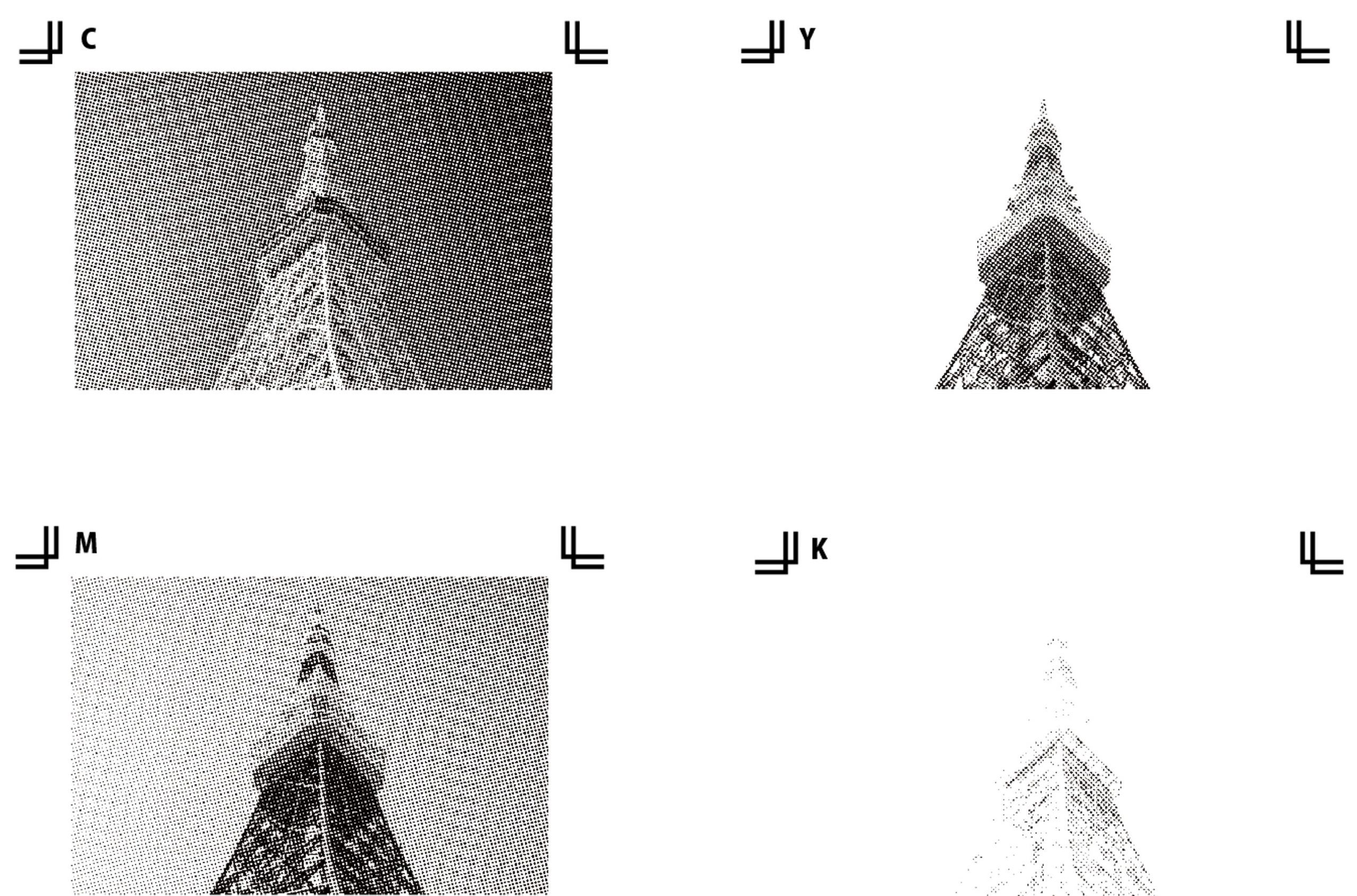
① 4色分解とは?
4色分解とは、画像データを
C(シアン)
M(マゼンダ)
Y(イエロー)
K(ブラック)
の4つの情報に分解すること。
分解した4つのデータを個別に製版し、色を重ねて印刷することで多様な色彩を表現します。
② データの作成
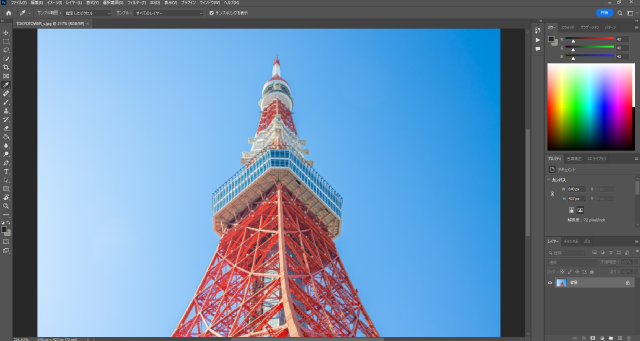
1.Photoshopで写真を開く
まずは、プリントしたい写真をPhotoshopで読み込みます。
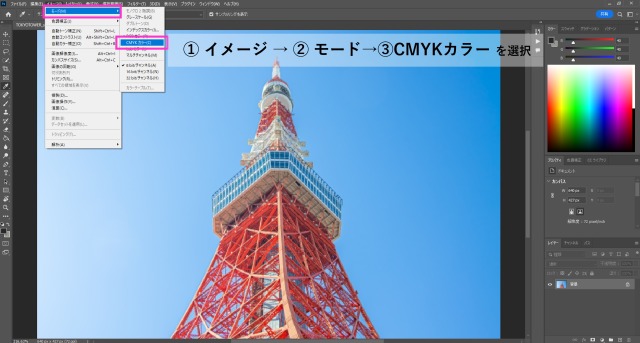
2.CMYKに変換
次に、カラーモードをCMYKに変換します。
メニューバー〈イメージ〉→〈モード〉→〈CMYK〉を選択
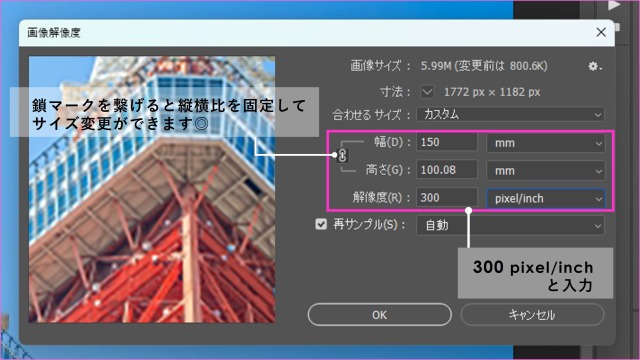
3.サイズと解像度を設定
「サイズと解像度」を設定します。
メニューバー〈イメージ〉→〈画像解像度〉を選択

以下のダイアログボックスが表示されたら、サイズと解像度を設定します。
・幅、高さを入力(左の鎖マークが繋がっているか注意!)
・解像度は「300」と入力(単位はpixel/inch)
4.チャンネルを分割
データをチャンネル分割します。
「チャンネル」とは、画像を構成するカラー情報(今回はCMYKの4つ)をそれぞれグレースケールで表したもの。
メニューバー〈ウィンドウ〉→〈チャネル〉を選択し、チャンネルのウィンドウを開きます。
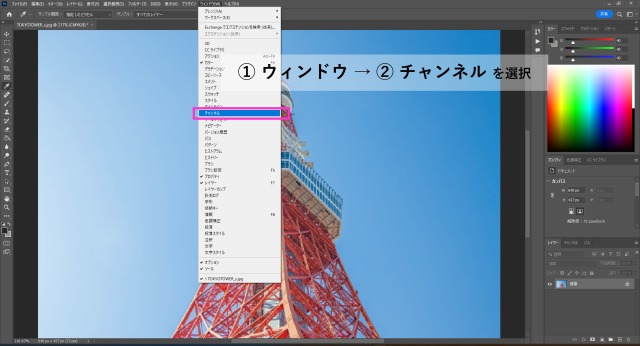
チャンネルウィンドウが開いたら、右上に表示されているハンバーガーメニューにカーソルを合わせ、表示されたリストから
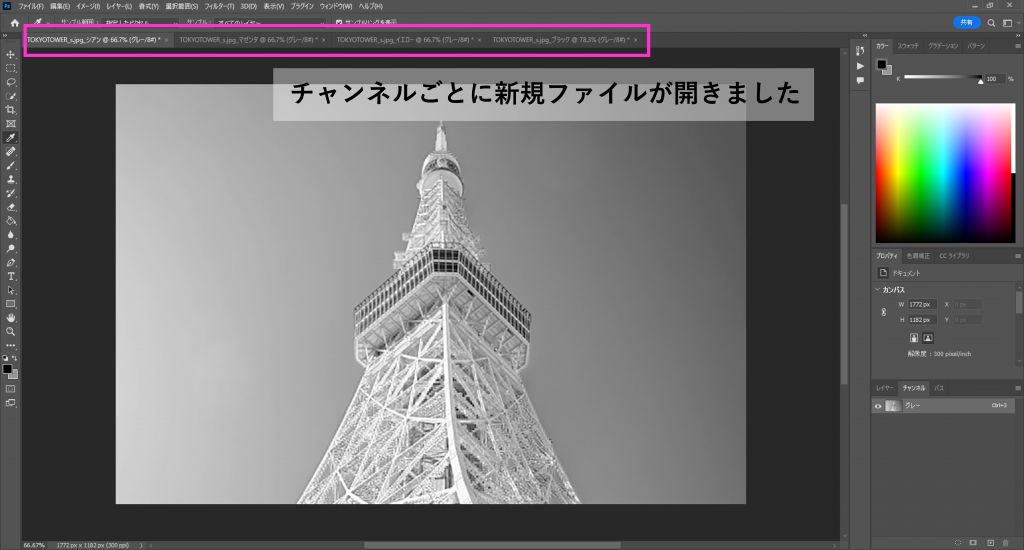
〈チャンネルを分割〉を選択します。

CMYKそれぞれの画像データが新規ファイルとして開かれたら、OK!
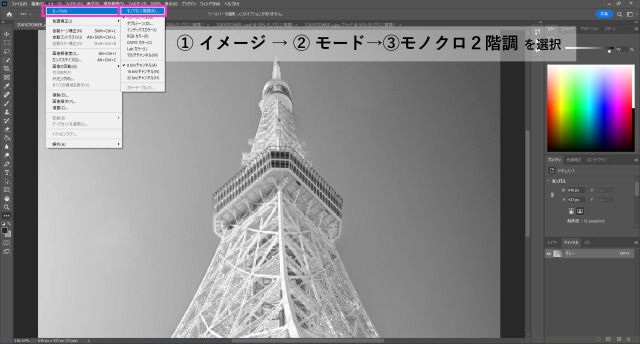
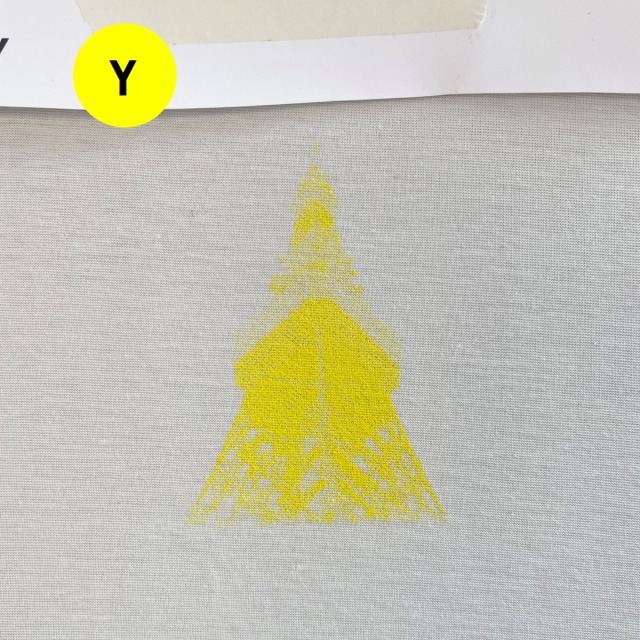
5.モノクロ2階調→網点設定
4色分のデータに、それぞれ網点処理をしていきます。
メニューバー〈イメージ〉→〈モード〉→〈モノクロ2階調〉を選択
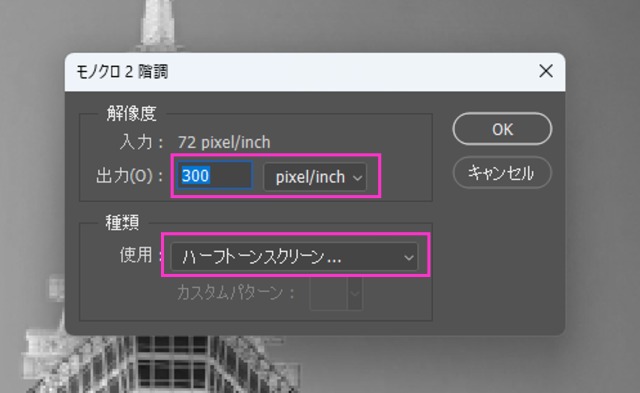
モノクロ2階調を選択すると、2つのダイアログボックスが出てきます。
「モノクロ2階調」のダイアログボックスでは
・解像度の出力:300pixel/inch
・種類:ハーフトーンスクリーン
と入力し、OKをクリック。
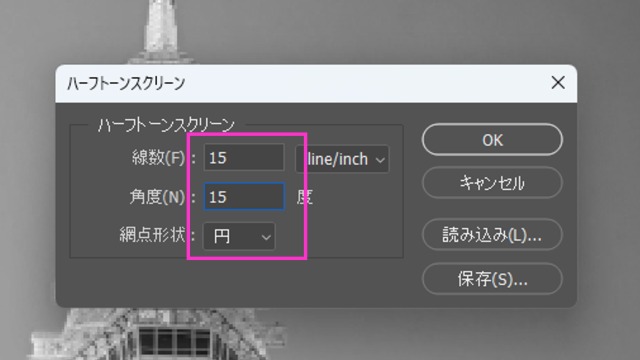
ふたつ目に表示される「ハーフトーンスクリーン」のダイアログボックスでは
線数・角度・網点形状を設定します。
それぞれの役割や意味については、「シルクスクリーンで写真を刷ろう!①」の記事内で詳しく解説していますのでそちらをご覧くださいね。
入力数値は
・線数 :お好みでOK
※Tシャツくん製版の場合、オススメは10~15線
・角度 :C→15 M→75 Y→35 K→45
・網点形状:お好みでOK(オススメは円)
角度が大事!
「角度」とは、網点(ドット)が並ぶ方向のこと。
フルカラー印刷においては、
C→15度 M→75度 Y→35度 K→45度
と角度をズラして設定するのが一般的です。
理由は、「モアレ」防止。
全ての角度が同じ、または近い数値だと「モアレ」と呼ばれる予期せぬ縞模様が現れることがあります。そのため角度を不揃いにすることがポイントになります。
6.トンボを付ける
スムーズな位置合わせのために付けておきたいのが、トンボ(目印)!
4つのデータに同じ目印を付けて製版するとプリントの位置合わせがとっても簡単になります。
今回はillustratorに画像を取り込んでから、上の角2か所にトンボを付けました!
目印になればトンボ以外の形でも大丈夫。
ここまで出来たら製版をしてプリントに進みましょう!
③ プリント
インク選び
C→青系、M→ピンク系、Y→黄系、K→黒系 になりますが、何色を選ぶか迷いますよね。
ということで、4パターンで刷ってみました!

※すべてプレーン
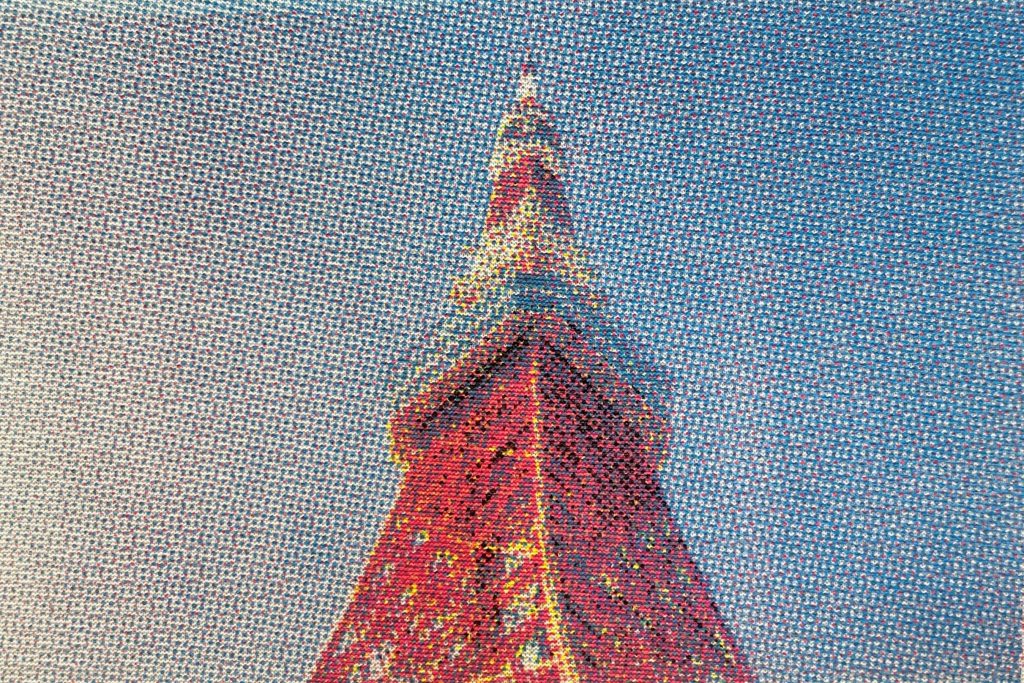
写真の色に近い雰囲気になりました!
写真に忠実にプリントしたい場合はこの組み合わせがオススメ◎

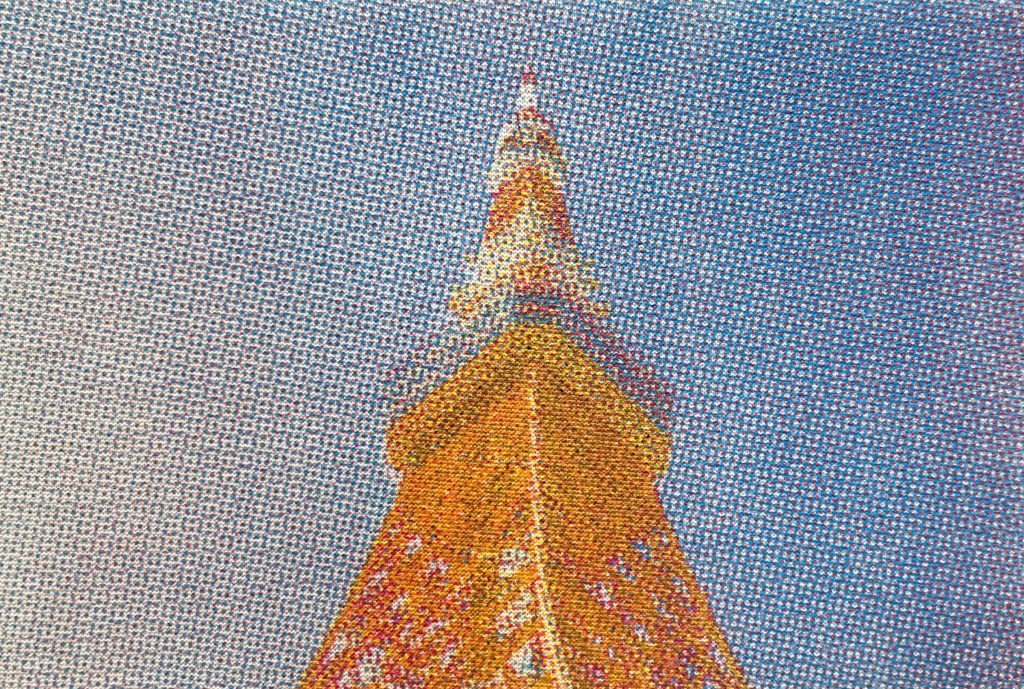
ねおんいえろ-/こん ※すべてプレーン
Y:ねおんいえろ- K:こん
トイカメラで撮ったような色味になりました!!個人的にはこの組み合わせが一番好みでした~!

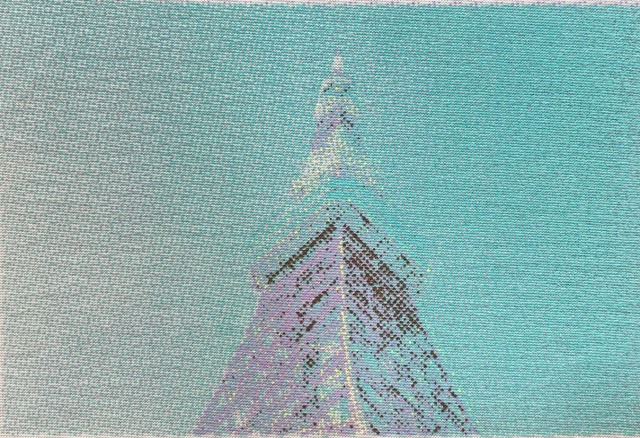
ねおんいえろ-/ぐれー ※すべてプレーン
Y:ねおんいえろ- K:ぐれー
あわ~い、夢の中のような雰囲気。写真とは違う味わいになって面白いです。

ねおんいえろ-/ぶらうん ※すべてプレーン
Y:ねおんいえろ- K:ぶらうん
ガラッと色を変えて遊んでみました。このようにCMYKの色に縛られずに好きな色を組み合わせてみるのもOK!
ちなみに「みんと」「らべんだー」などのパステル系は重ね刷りしたときの隠ぺい力が高く、
最初に刷った「ねおんいえろー」はほとんど隠れてしまいました。
この場合は「ねおんいえろー」を最後に刷ってもよかったかもしれません。
▶プレーンインクの商品ページはこちら!
刷り順
淡い色から濃い色の順(Y→M→C→K)が基本の刷り順です。
理由は、重ね刷りをしたときに濃い色の方が下の色の影響を受けにくいから。
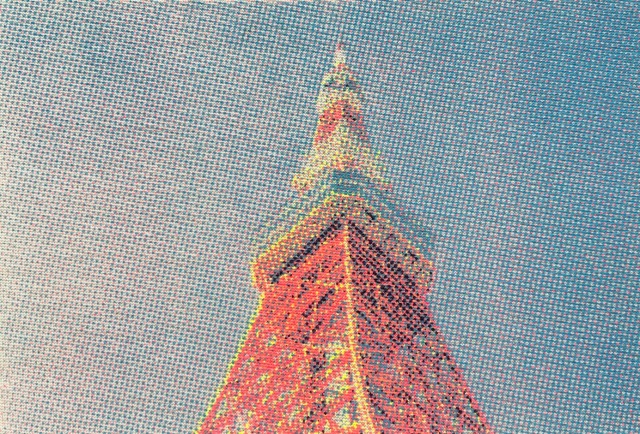
Y→M→C→Kの順(淡い順)でプリントしたものと、K→C→M→Yの順(濃い順)でプリントしたものを
比較してみましょう!
同じインクを使っていても全く色の出方が違いますよね。
左は写実的な色味になりましたが、右はちょっと幻想的。これもまた手刷りの味ですね!
位置合わせのコツ
目印(トンボなど)を入れて製版すれば、位置合わせはとっても簡単!
まずは、原寸で出力した原稿用紙を使ってプリント位置を決めます。
位置を決めたらマスキングテープなどで貼り付け、トンボ部分を残してハサミでカット。

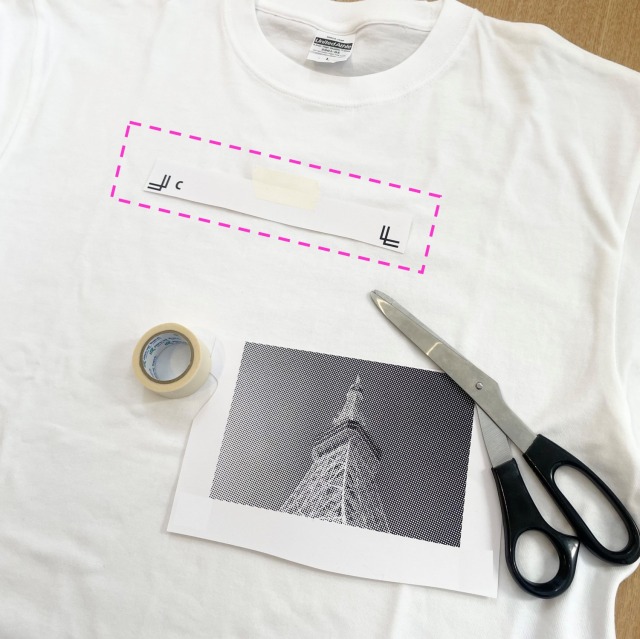
トンボを残してカット
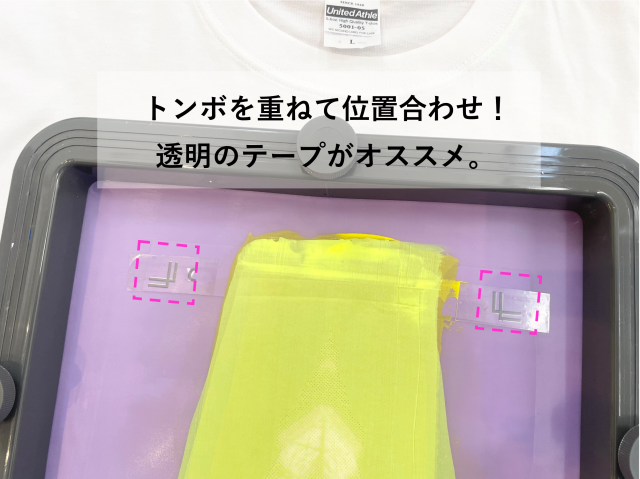
あとはトンボを重ね合わせてプリントするだけ。
版側のトンボにはインクが通らないように、必ずふさいでおきましょう!
トンボを重ねたときに透けて見えた方がいいので、透明のテープがオススメです。
重ね刷りをしていくと…
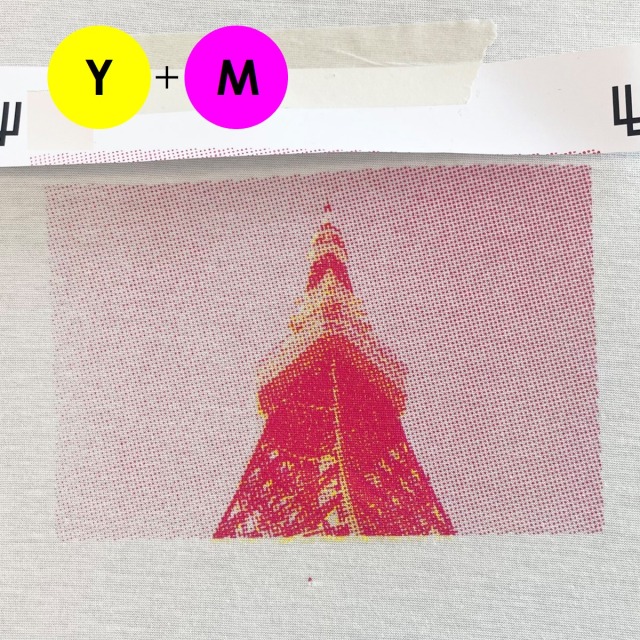
良い感じに刷れました♪
トンボでの位置合わせについては動画でもやり方をご紹介していますので
ぜひ参考にしてみてくださいね。
④ まとめ
いかがでしたでしょうか?
今回はかなりレベルを上げて、写真のフルカラープリントについて解説しました!
手間がかかりますが、色が重なっていく過程はとても楽しいですよ。
ぜひチャレンジしてみてくださいね。
HANDoでは、シルクスクリーンを通してものつくりやみなさまの新しい一歩のサポートをしています。
シルクスクリーンのワークショップを運営してみたい!
イベントでシルクスクリーンをやってみたい!
など、シルクスクリーンにご興味をお持ちでしたら、ぜひ一度HANDoへご相談ください。
シルクスクリーンのお役立ち情報「ものつくりLABO」やイベントレポートも随時更新しています。
おすすめ記事
labo-
Tシャツくん 細い線、小さい文字、どこまで再現できる?【印刷編】
Tシャツくん 細い線、小さい文字、どこまで再現できる?【製版編】の記事につづく第二弾! 今回はプリント編です。 製版編の実験では、1pt未満の細い線、および明朝体の文字は、そもそもTシャツくんでは製版が難しい ということがわかりました。 https://www.hando-horizon.com/labo/11282 製版編はこちら さらに、製版できたからと言ってきれいにプリントができるとは限りません。 快適にシルクスクリーンを楽しむには、実寸1㎜以上(データの場合は線幅3pt以上)を推奨しています。 なぜ実寸1㎜以上が推奨なの? シルクスクリーンは、版の孔(あな)にインクを通すことでプリントする仕組み。 細かいデザインはその分版の孔も狭くなります。そうすると、インクが十分に落ちず印刷面がカスレたり、インクが孔をふさいで乾燥し目づまりを起こす原因となってしまうのです。 とは言え、できるだけ細かい線で表現したい…!ということもあると思います。 そこで今回は、Tシャツくんで製版した細い線や小さい文字はどこまでプリントできるのか、 実験を通して検証していきます。 実験ではこちらの図案を使いました。 今回使用した図案 ◎目次① 素材別 ・紙(クラフト紙) ・布(綿100%薄手) ・厚手コットン地② 何枚まで連続プリントできる? ・プレーンインクで実験 ・リッチインク「きん」で実験③ まとめ ① 素材別 それぞれ・標準スキージ1回刷り・120メッシュ・プレーンインクでプリントしてみました。 ※実寸1㎜=2.83pt 【紙(クラフト紙)】 ・線黒線も白抜き線もくっきりとプリントすることができました。 ・文字14ptはキレイに出ました!12pt以下は、若干潰れたりカスれたり。特に白抜き文字は、 クラフト紙の繊維にインクが滲んで潰れてしまいました。 クラフト紙にプリント 【布(綿100%薄手)】 ・線黒線、白抜き線どちらも細かい線までしっかりと出ています。 ・文字シャープにプリントできました!ただし、目の粗い生地の場合は生地の繊維にインクが滲んで読みづらくなる可能性がありますのでご注意ください。12pt以下は読めなくはないですが、許容範囲か否か見極める必要がありそう。14ptは安定しています◎ 薄手の布にプリント 【厚手コットン地】 ベタ面がカスレてしまったのは置いといて…(そもそも標準スキージは厚手コットンプリントは苦手!) ・線1ptの線はよく見るとムラがあります。1.5pt以上の線はくっきりとプリントできました! ・文字どれもだいぶ怪しいですね…。ただでさえカスレが出やすいので、14ptでも完璧とは言えない仕上がりです。 厚手コットン地は、細いデザインをキレイにプリントするのは難易度が高そうです。 厚手コットンにプリント ② 何枚まで連続プリントできる? さて、上記はすべて1刷り目のサンプルでした。1刷り目はスクリーンがキレイな状態なので、プリントも成功しやすいのです。2回目3回目…と刷っていくと、徐々にインクが乾いて目づまりが発生してきます。そこで次は、版の掃除なしで何枚まで連続プリントができるのか実験をしてみました。 ※注意点※実験は事前準備や加湿器のセット、エアコンの向きを調整した環境で行いました。次のプリントまでにかかる時間や部屋の湿度によって乾燥の速度が変わりますので、ご注意ください! ・プレーンインクで実験 Tシャツくんシリーズのスタンダード〈プレーンインク〉は、乾燥速度を遅らせているので水性インクでありながら目づまりしにくく扱いやすいインクです。 https://www.hando-horizon.com/labo/7501 インクについて詳しくはこちらの記事をご参照ください! 【黒線】 正直、10刷りが限度かな…と予想していましたが、15刷り目もそこそこいい感じに! 意外にも長く持ちこたえてくれました。 16刷り目以降、2pt以下の線はカスレが目立ち始めましたが、この程度であれば版の掃除で回復できます。※版の掃除方法はYouTube動画でもご紹介しています。 黒線実験 【白抜き線】 16刷り目でも安定していて、まだまだ刷り続けられちゃいそうです! 白抜き線実験 続いて文字の実験結果を見ていきましょう。 【黒文字】 文字自体の線が細すぎるのでインクが十分に落とせず、カスレてしまいます。 Tシャツくんで文字をプリントする場合は14pt以上にするかフォントを太くするのがオススメです。 黒文字実験 【白抜き文字】 なかなかイケてるのではないでしょうか?!上の黒文字よりも可読性はいい気がします。 よく見ると画数の多い文字は潰れているので、黒線同様フォントのサイズや太さを調整した方が、よりキレイなプリントになるはず。 白抜き文字実験 ・リッチインク「きん」で実験 リッチインクの「きん」「ぎん」はインクの中にラメの細かい粒子が含まれているので他の色に比べ目づまりしやすいインク。 そのため、「きん」「ぎん」を使用する場合はなるべく大きいデザインで、スクリーンは80メッシュを推奨しています。 今回はプレーンインクと同じ条件で比較をするため120メッシュを使用しています。 【きん線】 1ptの線は1刷り目から怪しげ…。インクが十分に落ちていない様子。3刷り目から早くもカスレが目立ち始め10刷り目でほぼプリントできなくなりました。 きん 線 実験 【白抜きの線】 先程の線に比べると、線の表現自体はくっきり出ています。きんインクは、ベタ面は得意のようです! しかし6刷り目以降発色がやや薄くなり、10刷り目では広範囲でカスレが目立ち始めました。版の掃除をすれば、もう少し長く楽しめそうです。 きん 白抜き線 実験 【きん文字】 14ptでギリギリ…といったところですが、すぐにカスレてしまいました。きんインクで細かい文字をプリントすること自体があまりオススメできません。 きん 文字 実験 【白抜き文字】 先程のきん文字に比べたら、意外にもキレイ?回数を重ねるうちにベタ面が薄くなる問題はありますが、早い段階で掃除をしていれば継続して刷ることができそうです。 潰れが気になる方は、フォントのサイズや太さを調整してみてくださいね。 きん 白抜き文字 実験 ③まとめ 細い線、小さい文字のプリントは、 ⇒インクが十分に落ちずカスれやすい ⇒白抜きは「にじみ」によって潰れやすい という特性がおわかりいただけたかと思います。 シルクスクリーンの苦手とするデザインを上手に調整することでストレスなくプリントが楽しめるはず! 是非参考にしてくださいね。 HANDoでは、シルクスクリーンを通してものつくりやみなさまの新しい一歩のサポートをしています。 シルクスクリーンのワークショップを運営してみたい!イベントでシルクスクリーンをやってみたい! など、シルクスクリーンにご興味をお持ちでしたら、ぜひ一度HANDoへご相談ください。 シルクスクリーンのお役立ち情報「ものつくりLABO」やイベントレポートも随時更新しています。 >「ものつくりLABO」記事一覧 > イベントレポート一覧 > お問い合わせフォーム
-

シルクスクリーンのメッシュはこう選ぶ!~120 80 60メッシュの違いと選び方~
シルクスクリーン メッシュの選び方 シルクスクリーンで悩んでしまうのが「メッシュ」。120メッシュ、80メッシュ、60メッシュ…しかも230メッシュなんてものもあるの?それって一体なにが違うの?どう選べばいいの?という方も多くいるであろうメッシュ選び問題。今回はメッシュの選び方を、プリントの仕上がりの違いを比較しながらご紹介していきたいと思います! シルクスクリーンの「メッシュ」って何? シルクスクリーン印刷は孔版印刷の一種で、文字通り「孔(あな)」にインクを通して印刷する方法です。その孔が開いたメッシュ状の布のことをスクリーンと言います。そして、そのメッシュにもそれぞれ目の粗いもの、細かいものがあり、1インチの中に何本の糸で織られているかを示した数値がメッシュ数となっています。 つまり、120メッシュとは「1インチの中に120本の糸が織られている」ということ。当然糸が少なければ少ないほどメッシュの目は粗く(スカスカ)なりますので数字が大きいほど目が細かく、小さいほど目が粗いということになります。 120・80・60メッシュを並べて見てみると… 120メッシュ/80メッシュ/60メッシュ さらに拡大してみると…? 120メッシュ/80メッシュ/60メッシュ ここまで拡大してみると一目瞭然ですね!60メッシュは明らかに網の目が粗いのがくっきり見えます。実はこれ触ってみても明らかに違うんです。120メッシュよりも60メッシュのほうがザラザラしていて分厚い!みなさんもぜひ触って違いを感じてみてくださいね! 実際にプリントしてみる! 今回の実験では以下のものたちを使用してみたいと思います。・業務用スキージ・Tシャツくんシルクスクリーンインク リッチ 濃色生地に発色させやすい業務用スキージ、そして同じく濃色生地に発色しやすい「リッチ」の白色で、どれほど発色に違いが出るのかを比較していきたいと思います! 標準の120メッシュでプリント シルクスクリーンインク リッチ しろ 120メッシュでプリント 濃色生地への発色も良し、文字もくっきり綺麗にプリントできています。メッシュっぽさ(線がガタガタした感じ)もなく良い感じ! 80メッシュでプリント シルクスクリーンインク リッチ しろ 80メッシュでプリント 網目が粗くなった分たくさんインクも落ちるのか、発色は120メッシュよりも良さげ◎ただ、文字が少しガタガタしているような…ぼやけているような… 一番粗い!60メッシュでプリント シルクスクリーンインク リッチ しろ 60メッシュでプリント おお…これはかなり高発色になりました。ただ、インクはたくさん落ちているけれど、文字がかなりつぶれ気味に…網目が粗い分、細い文字を鮮明に表現するのは難しそうです。 120・80・60メッシュでのプリントの仕上がりをまとめて比較 シルクスクリーンインク リッチ しろ 120 80 60メッシュでプリントしたものを比較 左から順に、120、80、60メッシュ。こうして並べて見るとよくわかりますね。目が粗く(インクが落ちる孔が大きく)なるとインクがたくさん落ちて高発色になるけれど、目が粗い分細かい文字などは影響を受け、ギザギザ、ガタガタとメッシュっぽさが目立つ、という結果に。 結局どれがおすすめ? シルクスクリーン 120 80 60メッシュの違いと選び方 特別な理由がない限りは標準の「120メッシュ」がおすすめ!今回のように濃色生地にきれいに発色させたいときなどは80メッシュなどを使用してみるのも良いでしょう。ラメの入ったきん・ぎんインクも120メッシュよりは80メッシュのほうが目詰まりしにくく、ストレスなくプリントすることができますよ◎文字や線などがないベタのデザイン、また、シルクスクリーンもだいぶ慣れてきた!という方は60メッシュにチャレンジしてみるのも良いかもしれません。 230メッシュって何用なの? Tシャツくんにはもうひとつ、「230メッシュ」というスクリーンがあります。そんなに細かいスクリーンがあるなら、細い線や細かいデザインはそれがいいじゃん!と思うかもしれませんが、230メッシュは水性インクで使用することができません。これは完全にかなりの上級者向けで、たとえば油性インクで金属に刷りたい、など、少しの滲みや網目も目立ってしまうような場合に有効。布印刷に230メッシュが使われることはめったになく、完全に業務用のスクリーンと考えていただければと思います。 メッシュの選び方まとめ 120メッシュ薄いな…60メッシュめちゃくちゃ濃いな!…となるかと思いましたが、120メッシュなかなかイケてるじゃん?という結果に。Tシャツくんインク「リッチ」、なかなかやるのでは?
-

チョコ以外のバレンタインプレゼントに♪シルクスクリーンで手作りペアグッズ
バレンタイン、今年は何あげようかな もうすぐバレンタイン。今年のプレゼントはチョコレート以外にしてみませんか? こんな人にあげるのがおすすめですよ! 甘いものが苦手な人へ ダイエット中の人へ 長年お付き合いのあるパートナーへ、いつもと違うものをプレゼント 気軽にプレゼントしやすい小物で作成 今回は巾着をチョイスしました ペアグッズの中でも、ちょっとした小物なら気軽に渡しやすくておすすめ。 せっかくのペアグッズなので、2つをくっつけて1つの絵柄になるものを作りたいと思います。 定番のハート型をちょっとカッコいい感じのテイストで よく見るとLUV(LOVE) 今回は下記2の方法でプリントしてみます。 1 マスキングテープで半分ずつ隠して刷るver. 2 ズボラver.(2枚一緒に、いっぺんに刷る) 半分をマスキングして、慎重に 1箇所だと少し絵柄がはみ出てしまうので、2箇所にテープをペタリ ちょうど半分になるように、真ん中からマスキングテープを貼っていきます。 写真では思わず真ん中に置いていますが、直前に思い出して位置変更しました プリントする位置を決めます。 初めてセットするこの瞬間は、ちょっと緊張します。 ハートの半分ができました 狙った位置にプリントできて、ひとまずホッ 刷り上がったらスクリーンをティッシュで軽くお掃除して、マスキングテープを外します。 反対側も同様に 先程とは反対側の右側にマスキングテープを貼っていきます。 ペアグッズはここがキモ!位置決め 最初に刷ったものと同じ位の位置になるように、しっかり抑えます。 ずれないように、少しずつ位置を調整してセット完了。 先程と同様に刷ります! 当たり前ですが、マスキングテープのところはインクが落ちないのでインクは絵柄の方に半分のみ乗せるだけでOK。 もう片方の仕上がりは・・・ 右側の上部にうっすらと・・・ マスキングしたはずの右側部分に、少しインクがうつってしまいました。 テープはしっかり貼られているので、一度目のインクがまだ残っていたのか・・・。 版のお掃除は手を抜かずにしっかり行った方が良いですね。 次はズボラVer.で刷ります 気を取り直して、今度はズボラバージョンで刷ってみましょう。 先程はハートの半分をマスキングして一枚ずつ刷りましたが、今度は2枚いっぺんに刷ります! プリントする巾着2枚を並べます 気をつけるのは、刷る前に2枚の位置をきちんとずれないように合わせるだけ。 フレームもしっかり真ん中にセットして、絵柄がきれいに半分になるように微調整・・・ 後は、通常と同じように刷ります! 結果 真ん中からきれいに半分ずつプリントできました なんと、マスキングをして丁寧に作業したときよりもだいぶきれいに仕上がりました! ちょうど2枚の隙間にインクが落ちない部分が重なってうまくいったのかもしれません。 (ただ、何度も刷ったせいか端のほうのインクが少し厚盛りになってしまいました…) 上:ズボラVer. /下:慎重Ver. 半分ずつマスキングした方は微妙に隙間があるような・・・ 結論 2枚で1つの絵柄が完成するものは、思い切って2枚一緒に刷ってもきれいに仕上がりました! ポイントは位置がずれないようにしっかり確認すること。 恋愛もシルクスクリーンも、時には慎重になりすぎるより勢いが大切なのかもしれません(うまくまとまりました)。 もっと手軽に♪Tペンだと子供も一緒にできる シルクスクリーン以外でも手作り小物を作ってみたい。そんなときはTペンが便利です。 名前の通りペンからインクが出てくるタイプなので、お絵かきするように簡単&自由に描けるのが嬉しい。 靴下の底面(足の裏)にメッセージ。見えない部分なので恥ずかしがり屋さんも気軽に◎ 今回は、発泡インクのTペンで靴下の底面に滑り止めを手作り! 発泡インクは、熱を加えるともこもこ膨らむ特殊なインクです。 Tペンの発泡インクは6色あります! T-ペン 発泡:https://www.webshop.hando-horizon.com/SHOP/106161200.html (青、緑、黄、赤、白、黒の全6色 HANDoのWeb Shopでご購入いただけます) パパへのバレンタインプレゼントということで、子供(3歳)と一緒に作成します。 黒の靴下に描くので、白のTペンをチョイスしました。 【下準備】 裏写り防止&描きやすくなるように、靴下の中に厚紙をセット。 厚紙を靴下の形にカットして、スプレーのりをかけています。 さっそくTペンで描いていこう! こってりしたインクなので、チューブのように出しながら描きます 靴下の底の部分にメッセージや絵柄を描いていきます。 インクを均等に薄く乗せるといい感じになるようなのですが・・・3歳の子供だと力加減がちょっと難しい。片手でインクを出せず、両手持ちに。 てんてん、と点を作るだけなら子供でも簡単にできるのですが、インクの出方を考えながらやるのはやはりまだ難しい様子。 「ケーキのクリームみたい!」と言いながら楽しそうに点々を量産しています 描けました! はい、ここで「インク出しすぎでは」と思った方。正解です。 次はインクをよく乾かして、インクを載せた反対側の面にスチームアイロンをあてていきます。 今回は描いて1日インクを乾燥させた後、2日目にスチームアイロンをあてました。 ぷっくりしている! もこもこ膨らみました!この瞬間は楽しくてテンションが上がります! インクが多めに出たところは、やはり膨らみが大きくなっています ホイップクリームのようにたっぷりインクをのせた部分は、少し強めに引っ張るとポロリと取れてしまいました。。 お洗濯の摩擦でも落ちてしまいそうなので、やはり「薄く、均一に」インクをのせるのが成功のポイントですね。 【着用の感想】 子供が作ったものを試しに履いてみると、予想通りの異物感。 使うとすると、滑り止めというよりはソフトな足裏マッサージとして短時間着用でしょうか。 結論 Tペンの発泡インクは、均一にのばしながら描こう Tペンの発泡インクを使う場所は、靴下の底面より側面の方がいいかも 厚手の靴下だと底面の凹凸にムラがあってもあまり気になりませんが、薄手の靴下の滑り止めにするなら、過去記事のようにシルクスクリーンで作成した方がムラなくきれいに仕上げやすいかもしれません。 可愛くて実用的!~シルクスクリーン印刷の発泡インクで靴下の滑り止めを刷ってみよう!~おぎこラボ https://www.hando-horizon.com/labo/4219 今回使用したもの ・シルクスクリーン印刷キット「ロゴスル」 ↪版の追加は「ロゴスル おかわり製版」 ※「ロゴスル」「ペーパーロゴスル」はリニューアルに伴い販売終了となりました。 >>後継品はこちら ・布用ペン「Tペン(発泡タイプ)」 大切な人にバレンタインのプレゼント 手作りしたペア巾着と靴下 巾着はラッピングの替わりにもおすすめ 巾着や靴下のような小物はいくつあっても便利なので、気軽にプレゼントしやすいですね。 毎年の定番にしても楽しそうです! 心がこもったプレゼントは何をもらっても嬉しいもの。 今年はシルクスクリーンでぜひ手作りに挑戦してみてください♪
-

シルクスクリーンの「目詰まり」問題。目詰まりを除去するには?目詰まりさせない方法は?
Tシャツくん シルクスクリーン 目詰まりを除去するには?目詰まりさせない方法は? シルクスクリーン、とくに水性インクでのプリントで気になるのがスクリーンの「目詰まり」。目詰まりを除去したいんだけどどうすれば良いの?そもそも目詰まりさせない方法はないの?などなど、今回は「目詰まり」問題についてお話したいと思います! 目次「目詰まり」って何?そもそも…スクリーンを目詰まりさせないためには? ①エアコンの風向きに注意する ②インクの種類を変えてみる ③こまめにスクリーンの裏を掃除する ④下準備をしっかりする ⑤目づまり防止バインダーを使う ⑥かすれも味!なデザインにするもし…目詰まりしてしまったらどうする? ①版の掃除をする ②目づまり除去液を使うまとめ 「目詰まり」って何? シルクスクリーンプリントで言う「目詰まり」とは、スクリーンの網目に残ったインクが乾燥し、メッシュを詰まらせてしまうこと。1枚目・2枚目は綺麗にプリントできたのになんだかだんだんかすれてきた…、2枚目のプリントまでかなり時間が空いてしまい絵柄がかすれた…というのはこの「目詰まり」が原因! スクリーンは網戸のようにメッシュになっているので、ここにインクが残ったまま乾燥すると、網目が詰まってインクが通らなくなってしまうのです。 そもそも…スクリーンを目詰まりさせないためには? ①エアコンの風向きに注意する シルクスクリーン エアコンの風向きによるスクリーンの乾燥に注意 エアコンの風は乾燥による目詰まりの大敵!印刷するところに風が直撃するような場合は、風向きを一度調整してみてください。空間自体が乾燥していない状態が望ましいので、冷房・暖房を切ってしまうのが一番ですが夏は暑いし冬は寒い…と体調を崩しかねないので、適宜調整してくださいね。加湿器などを活用するのもおすすめです! ②インクの種類を変えてみる Tシャツくん 水性 シルクスクリーン インク 一口に水性インクと言っても様々な種類があります。Tシャツくんの水性インクシリーズで一番目詰まりを起こしにくいインクは「ソフト」です。次に目詰まりしにくいのが「プレーン」。「リッチ」はこってりとしているので目詰まりを起こしやすいですが、その分黒や赤などの濃色生地にもはっきりと発色します。 濃色生地に印刷したい!という方以外は「ソフト」や「プレーン」を選ぶことをおすすめします◎ シルクスクリーンインク「ソフト」はこちらシルクスクリーンインク「プレーン」はこちら ③こまめにスクリーンの裏を掃除する シルクスクリーン 裏面の掃除で目詰まりを除去 目詰まりを防ぐために、こまめに版の裏面を掃除するというのも良い方法です。数枚印刷してかすれてきたな…というタイミングでも良いですし、○枚印刷したら掃除する!と決めてしまうのもOK。インクが乾く前であれば、版の裏面を濡らしたティッシュや布で拭き、乾拭きをすれば目詰まりも解消しますよ。 Tシャツくんの正しいお手入れ方法は動画の後半でも説明しています! https://www.youtube.com/watch?v=E4g2VieB8fo&t=140s Tシャツくんミドルの使い方 ④下準備をしっかりする シルクスクリーン 下準備 パネルにスプレーのりを吹き付けTシャツにセット 目詰まりには乾燥が敵なので、裏を返せば乾燥する前にささーっと手早く印刷してしまえばOK。印刷する枚数分Tシャツにパネルをセットしておく、など「刷る」作業を連続してできるように下準備はしっかりしておきましょう。 ⑤目づまり防止バインダーを使う Tシャツくん 目づまり防止バインダー ②でお話した通り、目詰まりを起こしやすい「リッチ」は別売りの「目づまり防止バインダー」を混ぜるのもおすすめ。これを混ぜることによって「プレーン」に近づいてくれるので目詰まりの速度を遅らせることができます。ただし、入れすぎると濃色生地に発色しにくくなってしまうので注意! 「目づまり防止バインダー」はこちら ⑥かすれも味!なデザインにする Tシャツくん シルクスクリーン 紙へのプリント 手描き風の文字やイラストなど、あえてかすれた感じのデザインにしてしまうのもアリです。手作りの良さが伝わるかも? もし…目詰まりしてしまったらどうする? ①版の掃除をする シルクスクリーン 裏面の掃除で目詰まりを除去 絵柄がかすれてきたな…と気づいてすぐであればまだまだ問題なし。先程お話したスクリーンの裏面の掃除を行いましょう。 実際のお掃除方法は動画の後半をチェック! https://www.youtube.com/watch?v=E4g2VieB8fo&t=140s Tシャツくんミドルの使い方 ②目づまり除去液を使う Tシャツくん 目づまり除去液 一部分の目詰まりであれば「目づまり除去液」も効果的。目詰まりが気になる部分にスプレーをして、インクがやわらかく溶けたらそっと拭き取るだけ。部分的な目詰まりには効果的ですが、何度も使用したり、広範囲に使用するとスクリーンが傷むので注意が必要です。あくまでも線の一部が目詰まりした、など数センチ以内の目詰まりに使用しましょう。 「目づまり除去液」はこちら ①、②でも解決しない目詰まりの場合は版を作り直すのがベター。数枚で作り直し、となってしまうのはもったいないので、目詰まりさせないためにでお伝えした6つをぜひ試してみてくださいね! まとめ 今回はシルクスクリーンの大敵「目詰まり」についてお話しました。 デザインのかすれ、目詰まりに悩んでいたという方はぜひ一度お試しください!